改进厌氧反应器处理淀粉废水 策略、技术与应用前景
淀粉废水是食品加工、淀粉及淀粉糖等工业生产过程中产生的高浓度有机废水,其特点是化学需氧量(COD)高、可生化性好,但若不经处理直接排放,会造成严重的水体污染与资源浪费。厌氧生物处理技术因其能耗低、可回收能源(沼气)及污泥产量少等优势,已成为处理此类高浓度有机废水的核心工艺。传统厌氧反应器在处理淀粉废水时,常面临启动时间长、抗冲击负荷能力弱、易发生酸化及颗粒污泥流失等问题。因此,对厌氧反应器进行针对性的改进与优化,对于提升处理效率、降低运行成本及实现稳定运行至关重要。
一、淀粉废水特性与处理挑战
淀粉废水主要含有淀粉、蛋白质、糖类等易降解有机物,COD浓度通常在数千至数万毫克/升。在厌氧降解过程中,这些有机物首先被水解酸化菌转化为挥发性脂肪酸(VFAs),进而由产甲烷菌转化为甲烷和二氧化碳。主要挑战在于:
- 易酸化风险:淀粉等碳水化合物水解酸化速率快,易导致VFAs积累,pH值下降,抑制产甲烷菌活性。
- 水质水量波动大:生产的不连续性导致废水浓度和流量变化大,对反应器稳定性构成冲击。
- 悬浮物影响:废水中可能含有细小淀粉颗粒或纤维,易导致反应器堵塞或污泥流失。
二、厌氧反应器的关键改进方向
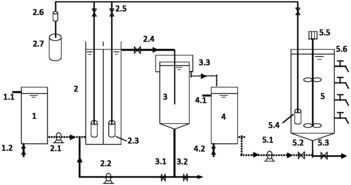
针对上述挑战,对厌氧反应器(如UASB、EGSB、IC等)的改进主要集中在反应器结构、工艺条件调控和微生物群落强化三个方面。
1. 反应器结构与流态的优化
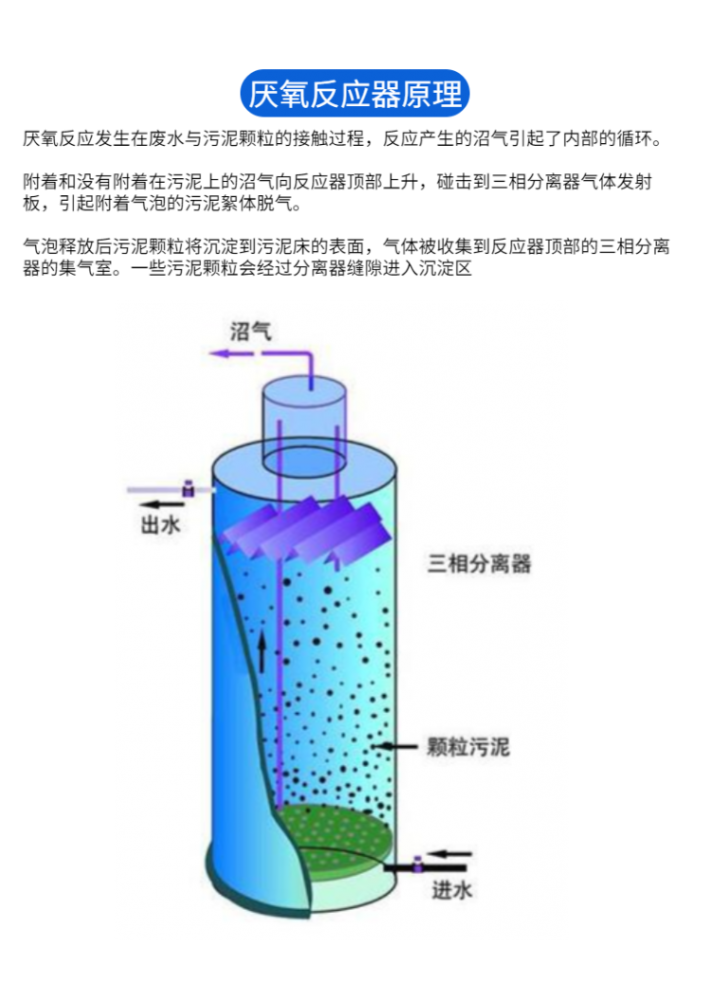
- 强化内部循环:如内循环(IC)反应器,利用自身产生的沼气实现内部物流的强制循环,加强了基质与污泥的接触,提升了传质效率,并有效稀释了进水浓度,增强了抗冲击负荷能力。
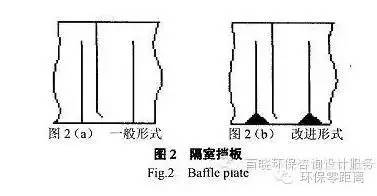
- 改进布水系统:采用多孔管或脉冲布水方式,确保进水均匀分布,防止短流和死区,同时有助于污泥床的膨胀与混合,避免堵塞。
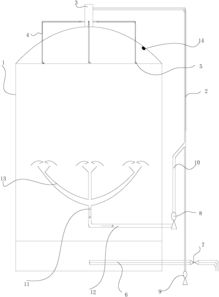
- 增设三相分离器效能:优化三相分离器的设计,提高气、液、固分离效率,减少细小污泥颗粒的流失,维持反应器内较高的生物量浓度。
2. 工艺运行参数的精准调控
- pH与碱度平衡:实时监测并调控反应器内pH值(通常维持在6.8-7.5),通过投加碱度(如NaHCO₃、NaOH)中和快速产生的VFAs,防止系统酸化崩溃。
- 温度稳定控制:维持中温(35-38℃)或高温(55℃左右)的稳定环境,有利于产甲烷菌的高效代谢。
- 有机负荷的梯度提升:启动阶段采用低负荷渐进式提升策略,培养出适应性强、活性高的颗粒污泥,避免负荷冲击。
3. 微生物菌群的强化与固定化
- 颗粒污泥的培养与保育:颗粒污泥是高效厌氧处理的核心。通过控制进水组成、营养比(C:N:P)、选择压(如上升流速)等,促进产甲烷菌为主体的致密颗粒污泥形成,其沉降性能好、活性高。
- 投加功能性载体或惰性材料:在反应器中投加沸石、活性炭、高分子材料等载体,为微生物附着生长提供保护性空间,能加速污泥颗粒化,并提高系统对毒性物质或负荷波动的耐受性。
- 微生物强化技术:在系统波动或启动时,投加高效的专业化菌剂,快速重建或强化产甲烷菌群功能。
三、组合工艺的应用
单纯的厌氧处理往往难以使出水达到直接排放标准,因此常与好氧工艺组合,形成“厌氧-好氧”联合工艺。
- 厌氧作为预处理:先利用改进后的高效厌氧反应器去除大部分COD(去除率可达80%-90%),并回收沼气能源。
- 好氧进行深度处理:后续连接好氧生物处理(如SBR、接触氧化、MBR等),进一步去除残余有机物和氮、磷等营养物质,确保最终出水达标。这种组合实现了能源回收与深度净化的双重目标,经济效益和环境效益显著。
四、结论与展望
改进厌氧反应器处理淀粉废水,是一个涉及工程设计、微生物生态与智能调控的系统工程。通过优化反应器结构以改善流体力学条件,精准调控工艺参数以维持稳定的微环境,以及强化微生物菌群以提升代谢活性,能够显著提升处理系统的效能与鲁棒性。随着厌氧微生物学、在线监测技术与人工智能控制的进一步发展,更加智能化、模块化、资源化的高效厌氧反应系统将成为处理淀粉类高浓度有机废水的主流选择,为实现工业废水的能源化与资源化利用提供坚实的技术支撑。
如若转载,请注明出处:http://www.zkdsylv.com/product/10.html
更新时间:2026-06-18 23:37:41