IC厌氧反应器 高效厌氧废水处理的革新利器
引言
在当今的工业废水处理领域,厌氧生物技术以其能耗低、污泥产量少、可回收沼气能源等显著优势,成为处理高浓度有机废水的核心技术。其中,IC厌氧反应器作为第二代高效厌氧反应器的杰出代表,凭借其卓越的处理效能、紧凑的结构和稳定的运行表现,在全球范围内获得了广泛应用。
IC厌氧反应器的工作原理
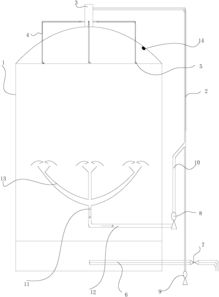
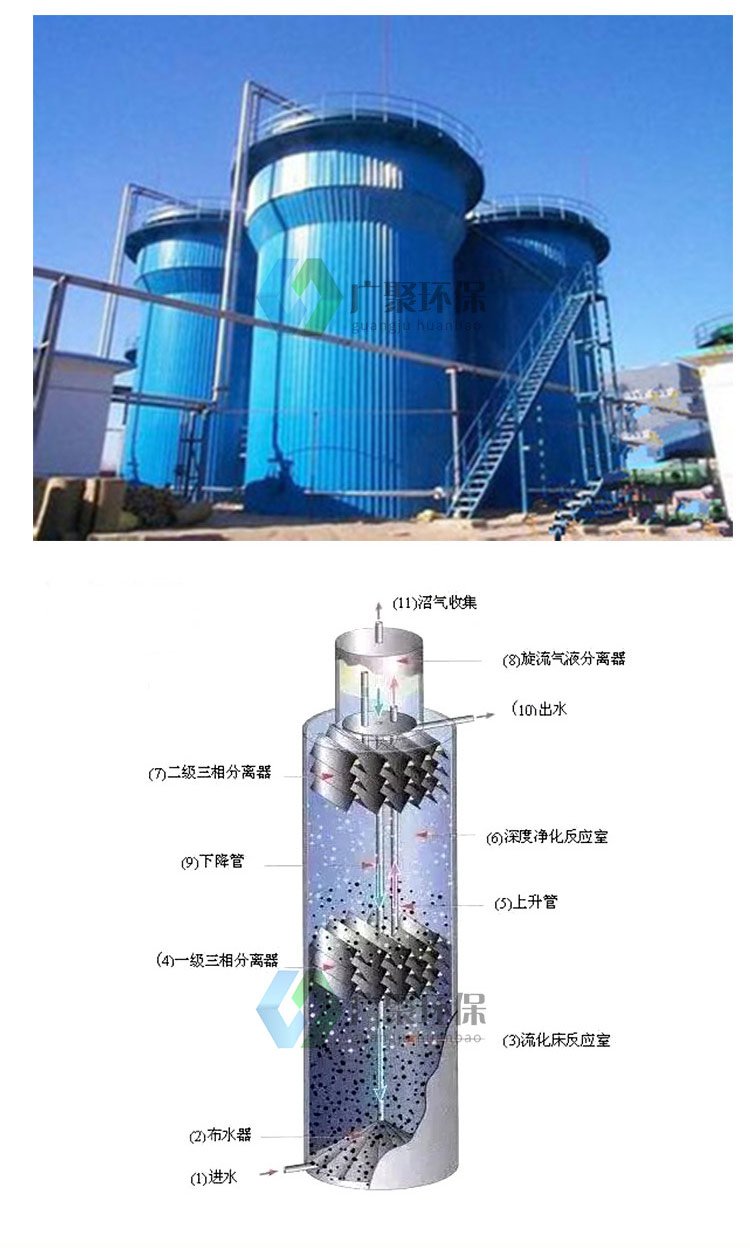
IC(Internal Circulation)厌氧反应器,即内循环厌氧反应器,其核心设计理念在于通过反应器内部产生的沼气实现高效的内循环,从而强化传质过程,提升反应效率。
其工作过程主要分为以下几个阶段:
- 混合与布水:废水由底部进入第一反应室,与高浓度的厌氧颗粒污泥充分混合。
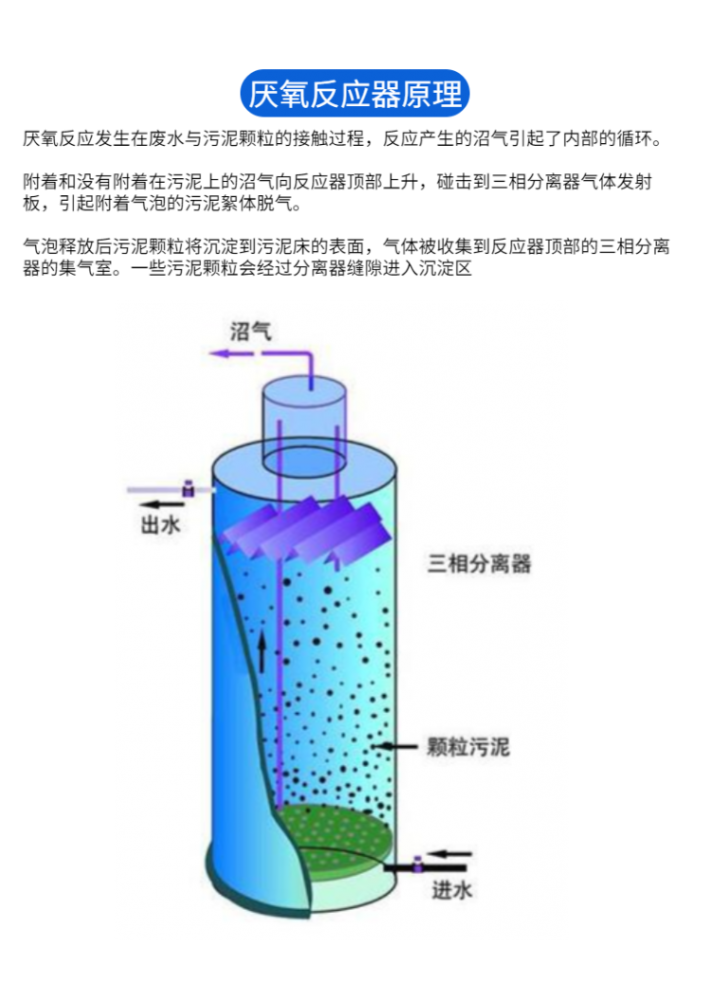
- 主处理与产气:在第一反应室(下部的膨胀床区域)中,大部分可生物降解的有机物被转化为沼气(主要成分为甲烷和二氧化碳)。产生的沼气被下部的三相分离器收集。
- 内循环驱动:收集的沼气在上升过程中,带动水流和污泥通过中心的上升管快速上升至反应器顶部的气液分离器。沼气在此处逸出,而泥水混合物则通过下降管返回至反应器底部,形成了强大的内循环流。这种内循环的液流速度极高,使反应器内的污泥始终处于良好的流化状态,实现了基质与微生物的充分接触。
- 深度处理与精分离:经过初步处理的废水上升进入第二反应室(上部的精细处理区),进行剩余有机物的深度降解。混合液经过顶部的三相分离器,实现沼气、处理后的出水与厌氧颗粒污泥的彻底分离。污泥自动回流,出水排出,沼气收集利用。
技术优势与特点
与第一代UASB(上流式厌氧污泥床)反应器相比,IC厌氧反应器展现出多方面的优势:
- 处理负荷极高:得益于高效的内循环,其容积负荷通常是UASB反应器的2-4倍,可达15-30 kg COD/m³·d,极大减少了反应器的占地面积。
- 抗冲击负荷能力强:内循环系统能迅速稀释进入的进水,有效缓冲pH、毒性物质或负荷变化带来的冲击,运行稳定性好。
- 节省基建与运行成本:高负荷意味着相同处理规模下,反应器体积更小,基建投资低。其无需外部动力进行混合与循环,能耗极低。
- 出水稳定性好:两级处理模式确保了更高的处理效率和更稳定的出水水质。
- 启动周期较短:良好的流体条件有利于高质量厌氧颗粒污泥的形成和保留,可缩短系统启动时间。
应用领域
IC厌氧反应器特别适用于处理中高浓度的可生化有机废水,典型行业包括:
- 食品加工业:啤酒、淀粉、酒精、制糖、饮料废水。
- 造纸行业:纸浆、造纸废水。
- 化工与制药行业:部分化工中间体、生物制药废水。
- 畜禽养殖业:养殖场沼液等。
面临的挑战与发展展望
尽管优势显著,IC反应器在实际应用中也面临一些挑战,如内部结构相对复杂、对布水均匀性要求高、初次投资成本相对较高等。IC反应器的研究与发展将更侧重于:
- 优化内部结构设计,进一步降低造价与维护难度。
- 拓展其在处理含难降解有机物或高盐分废水等更复杂水质中的应用。
- 与好氧、膜处理等工艺深度集成,形成更高效、更智能的废水处理与资源化整体解决方案。
##
IC厌氧反应器是现代厌氧废水处理技术发展的一座里程碑。它将高效的物理内循环过程与成熟的厌氧生物处理原理完美结合,实现了处理效率与工程经济性的双重突破。随着环保要求的日益严格和“双碳”目标的推进,IC厌氧反应器必将在工业废水治理与能源回收领域扮演愈发重要的角色,为实现水环境的可持续发展提供坚实的技术支撑。
如若转载,请注明出处:http://www.zkdsylv.com/product/23.html
更新时间:2026-06-18 13:36:24