UASB高效厌氧塔在食品加工污水处理中的核心应用
随着食品工业的快速发展,其生产过程中产生的高浓度有机废水已成为环境保护领域的重点关注对象。这类废水通常具有有机物浓度高、悬浮物多、可生化性好等特点,若不经处理直接排放,将对水体造成严重污染。在这一背景下,UASB(上流式厌氧污泥床)高效厌氧塔作为一种成熟、高效的厌氧反应器,在食品加工污水处理中扮演着至关重要的角色。
一、UASB高效厌氧塔的工作原理与结构优势
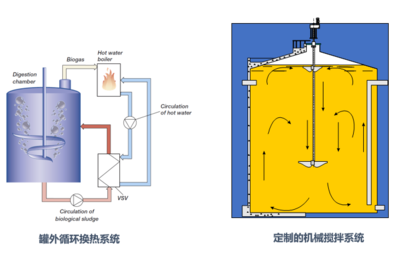
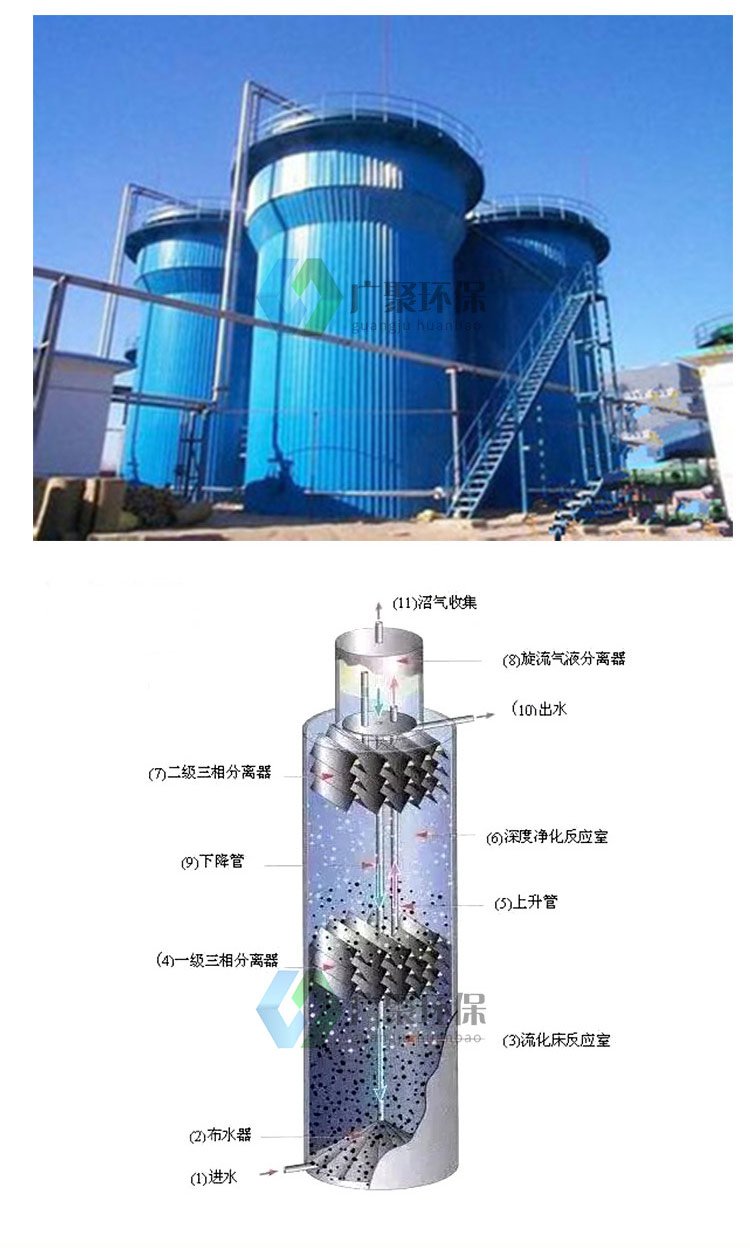
UASB厌氧反应器的核心在于其独特的三相分离器(气-液-固)和颗粒污泥床技术。废水从反应器底部均匀进入,向上流过包含大量厌氧微生物的污泥床。在此过程中,复杂的有机物在厌氧微生物的作用下被分解为甲烷、二氧化碳等沼气以及少量污泥。产生的沼气在上升过程中辅助污泥的搅拌与混合,而三相分离器则高效地将沼气、处理后的出水与厌氧污泥分离,使活性污泥得以保留在反应器内,维持了高浓度的生物量。
相比传统厌氧工艺,UASB反应器具有显著优势:
- 处理效率高:容积负荷高,水力停留时间短,能有效去除COD(化学需氧量),去除率通常可达80%-90%。
- 能耗低:在厌氧条件下运行,基本无需曝气,且产生的沼气可作为能源回收利用。
- 剩余污泥量少:厌氧过程的污泥产率远低于好氧过程,大大降低了污泥处理成本。
- 结构紧凑,占地面积小,适用于用地紧张的食品加工企业。
二、作为食品加工污水处理设备的关键考量
食品加工废水(如乳制品、酿酒、淀粉、肉类加工、果蔬罐头等废水)的成分复杂,常含有糖类、蛋白质、脂肪等易降解有机物,非常适合采用厌氧技术进行预处理或主体处理。将UASB厌氧反应器应用于此领域,需重点关注以下几个方面:
- 水质调节:进水需进行适当的预处理,如格栅、沉淀、调节pH值和温度(通常控制在35-38℃的中温厌氧范围),以消除可能抑制厌氧微生物活性的物质(如油脂、盐分、氨氮过高),并确保水质水量均衡。
- 启动与颗粒污泥培养:成功启动UASB的关键在于培养出沉降性能良好的颗粒化厌氧污泥。这需要接种合适的厌氧污泥,并通过严格控制进水负荷、pH、挥发酸浓度等参数,逐步驯化微生物,形成稳定的生态系统。
- 运行稳定性管理:需持续监控反应器内的pH值、碱度、挥发性脂肪酸(VFA)与碱度的比值、沼气产量与成分等指标,及时预警和处理酸化等运行故障,确保系统长期稳定运行。
- 后续处理衔接:UASB出水的COD浓度虽已大幅降低,但往往难以直接达到排放标准,通常需要接续好氧生物处理(如活性污泥法、生物接触氧化法)或深度处理工艺进行进一步净化。
三、与展望
UASB高效厌氧塔凭借其高效、节能、资源回收的特点,已成为食品加工行业废水预处理或处理的核心设备之一。它不仅显著降低了废水中的有机污染负荷,为后续处理减轻了压力,还通过沼气回收为企业带来了额外的经济效益,实现了环境效益与经济效益的双赢。
随着技术的进步,UASB反应器将与其他先进厌氧技术(如EGSB、IC反应器)以及智能化控制技术更紧密地结合,在处理更复杂水质、提升抗冲击负荷能力、实现更精细化的运行管理方面持续发展,为食品工业的绿色可持续发展提供更坚实的技术支撑。
如若转载,请注明出处:http://www.zkdsylv.com/product/26.html
更新时间:2026-06-18 22:19:56