IC厌氧反应器 引领化工厂污水处理的绿色革新

在当今强调可持续发展与环境保护的背景下,化工厂污水处理正面临着效率与成本的双重挑战。传统的好氧处理工艺虽然有效,但往往伴随着高能耗、高剩余污泥产量以及较高的运行成本。而IC(Internal Circulation,内循环)厌氧反应器作为一种高效、节能的废水处理技术,正以其独特的优势,成为化工厂实现绿色、经济治污的革新利器。
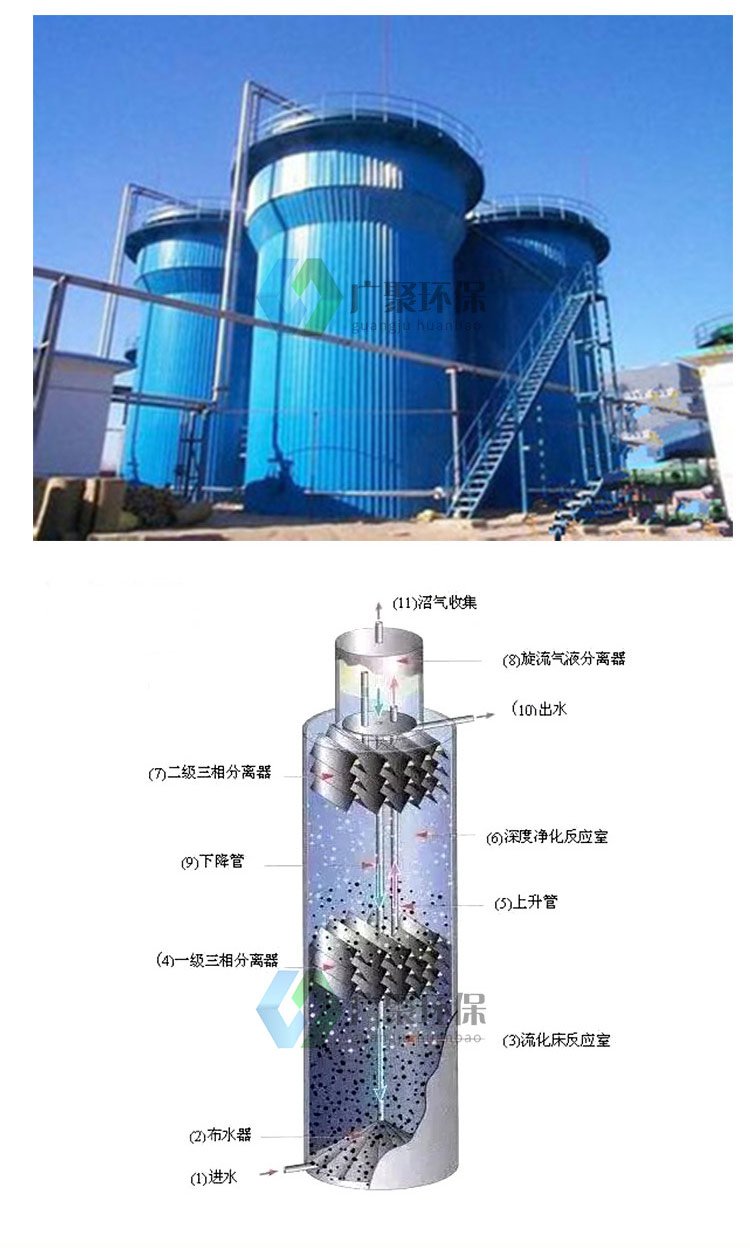
一、 IC厌氧反应器的技术原理与结构
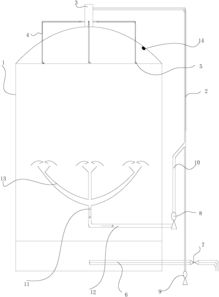
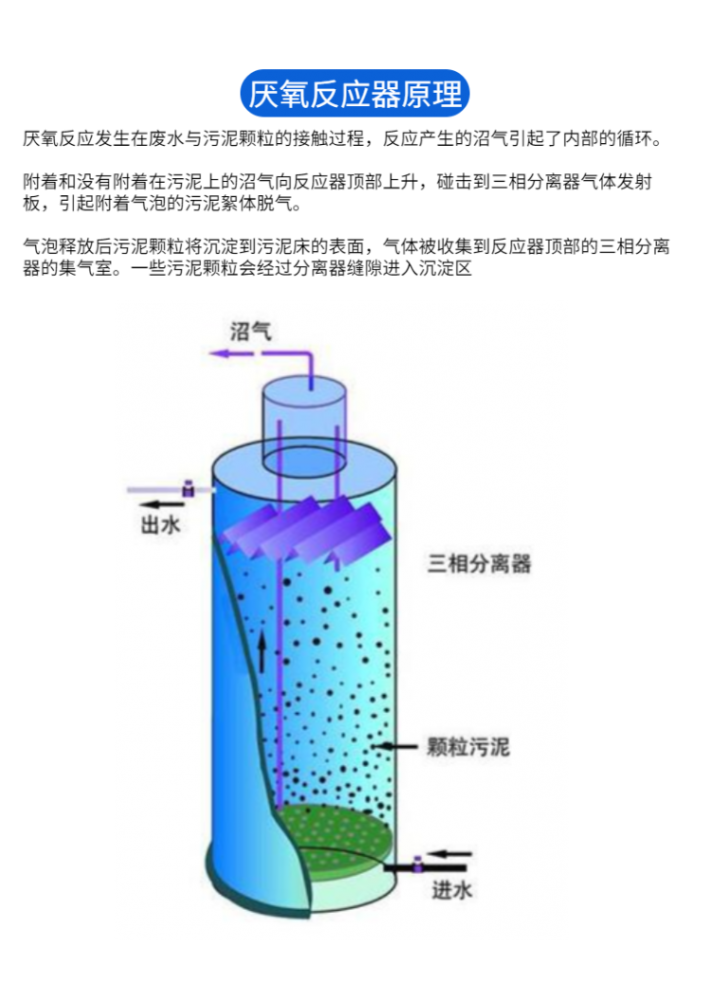
IC厌氧反应器本质上是一种高效的两相厌氧生物反应器。其核心设计在于巧妙地利用反应器内部产生的沼气,实现混合液的内循环。反应器通常由底部的高负荷膨胀污泥床(第一反应室)和上部的低负荷精处理区(第二反应室)构成,中间通过一个独特的气体提升内循环系统连接。
当含有高浓度有机物的废水进入反应器底部第一反应室时,厌氧微生物(主要是产酸菌和产甲烷菌)迅速将其降解,产生大量沼气。这些沼气上升过程中,会携带部分混合液通过上升管进入顶部的气液分离器。沼气被分离排出后,脱气后的泥水混合物因密度增大,通过下降管回流至反应器底部,从而形成了强大的内循环流。这种内循环不仅强化了底部的传质过程,使微生物与废水充分接触,稀释了进水浓度,提高了处理负荷和抗冲击能力,还能将第一反应室产生的部分沼气导入第二反应室,进行更彻底的处理,最终实现高达80%-90%的COD去除率。
二、 应用于化工厂的突出优势
化工厂废水通常具有有机物浓度高(COD常达数千至数万mg/L)、成分复杂、可能含有毒性或抑制性物质等特点。IC厌氧反应器在此领域展现出无可比拟的优势:
- 超高负荷与高效处理:其容积负荷远高于传统UASB等厌氧反应器,可达15-30 kgCOD/(m³·d)甚至更高,特别适合处理高浓度化工废水,能显著减少反应器容积和占地面积,这对于用地紧张的化工厂尤为重要。
- 卓越的节能与产能特性:整个处理过程基本无需外界提供能量(如曝气),运行能耗极低。更重要的是,它将废水中的化学能转化为沼气(主要成分为甲烷)这一清洁能源。一个处理规模可观的化工厂,其IC反应器产生的沼气经净化后,可用于锅炉燃料、发电等,实现能源回收,直接抵消部分运行成本,甚至创造经济效益。
- 剩余污泥产量极低:厌氧微生物的合成率远低于好氧微生物,因此IC反应器产生的剩余污泥量通常仅为好氧法的10%-20%,大大降低了污泥处理与处置的难度和费用。
- 强大的抗冲击与稳定性:其内循环机制能快速稀释高浓度或有毒进水,缓冲水质水量波动对微生物的冲击,系统运行更稳定可靠。
- 绿色环保效益显著:通过能源回收和污泥减量,整个处理过程的碳足迹大幅降低。高效去除有机物为后续可能的好氧深度处理减轻了负担,是实现“减量化、资源化、无害化”污水处理目标的典范。
三、 面临的挑战与未来展望
尽管优势显著,但IC厌氧反应器的成功应用也依赖于精细的设计与运营。进水需要适当的预处理(如调节pH、温度、去除悬浮物及有害物质),并保持适宜的温度(通常为中温35-38℃),以保证厌氧微生物的活性。启动阶段需要培养和驯化出适应特定废水特性的颗粒污泥,这个过程需要一定的技术和时间。
随着化工行业环保标准的日益严格和“双碳”目标的推进,IC厌氧反应器的应用前景将更加广阔。技术的优化方向将集中在:进一步提高对难降解或有毒化工废水的适应性;开发更智能的监控与控制系统以实现精准运维;以及探索与高级氧化、膜技术等工艺的更高效耦合,形成更完善的废水处理与资源化链条。
###
IC厌氧反应器不仅仅是一种污水处理设备,它更代表了一种将污染治理从“成本中心”转变为“资源回收中心”的绿色革新思维。对于化工厂而言,采用IC厌氧技术,意味着在履行环保责任的能够有效降低运营成本并回收绿色能源,是实现经济效益与环境效益双赢的战略选择。随着技术的不断成熟与普及,IC厌氧反应器必将在化工行业乃至整个工业废水处理领域,扮演越来越重要的角色,为工业生产的绿色转型注入强劲动力。
如若转载,请注明出处:http://www.zkdsylv.com/product/12.html
更新时间:2026-06-18 05:32:52