山东明基环保设备有限公司 厌氧反应器应用与甘肃省加药装置市场动态解析

随着我国环保政策的持续推进和“双碳”目标的提出,工业废水处理领域的技术与装备不断革新。厌氧反应器作为高效、节能的核心生化处理单元,其应用与推广备受关注。作为水处理系统的重要组成部分,加药装置的选型与配置直接影响整体处理效果与运行成本。本文将结合山东明基环保设备有限公司在相关领域的实践,探讨厌氧反应器的技术特点,并分析当前甘肃省市场对加药装置类型的需求动态。
一、厌氧反应器:高效节能的废水处理核心
厌氧生物处理技术因其具有能耗低、剩余污泥产量少、可回收沼气能源等显著优势,在工业废水处理中占据重要地位。厌氧反应器是实现这一技术的关键设备。
山东明基环保设备有限公司提供的厌氧反应器解决方案,通常涵盖如UASB(上流式厌氧污泥床)、IC(内循环厌氧反应器)、EGSB(膨胀颗粒污泥床)等主流高效反应器类型。这些反应器通过创造适宜的环境,使厌氧微生物将废水中的有机污染物转化为甲烷和二氧化碳,从而实现污染物的高效去除与能源回收。
技术优势体现:
1. 高负荷处理能力: 特别是IC和EGSB反应器,拥有极高的容积负荷,适用于高浓度有机废水(如食品、酿造、造纸等行业废水)的处理。
2. 运行稳定节能: 无需曝气,大幅降低运行能耗;产生的沼气可作为清洁能源利用。
3. 占地相对节省: 高效的反应器设计使得在达到同等处理效果时,占地面积小于传统好氧工艺。
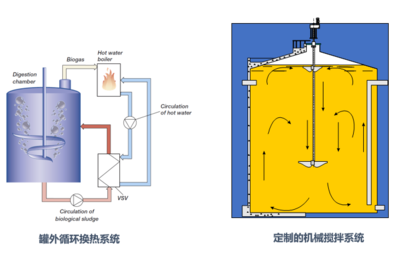
明基环保在反应器的设计上注重布水系统的均匀性、三相分离器的高效性以及温控系统的稳定性,确保反应器在不同水质、水量条件下均能保持高效、稳定运行。
二、甘肃省加药装置市场需求与类型分析
在包括厌氧处理在内的整个水处理流程中,加药装置是实现化学调节、辅助处理、污泥调理等环节的“精准药剂师”。其类型和自动化程度直接影响药剂的投加效果、系统运行的稳定性以及人力成本。
结合甘肃省的工业结构(如石油化工、有色金属冶炼、农产品加工等)及环保要求,当地市场对加药装置的需求呈现以下特点:
- 需求类型多样化:
- 絮凝/混凝加药装置: 用于预处理或深度处理,去除悬浮物、胶体及部分溶解性物质。这是应用最广泛的类型。
- pH调节加药装置: 在厌氧反应器进水中尤为重要,需将废水pH值稳定在厌氧微生物适宜的范围(通常为6.5-7.8)。甘肃省部分工业废水酸碱性较强,对此类装置需求明确。
- 营养盐投加装置: 针对某些缺乏氮、磷等营养元素的工业废水,为保证厌氧或好氧微生物活性,需定量投加尿素、磷酸盐等。
- 消毒加药装置: 主要用于出水末端消毒,如次氯酸钠或二氧化氯投加系统。
- 自动化与智能化趋势明显: 随着水厂及企业运营对精细化管理的追求,能够根据在线水质仪表(如pH计、浊度仪、ORP仪等)反馈信号,自动调节加药量的全自动加药装置越来越受到青睐。这不仅提高了处理效果的稳定性,也避免了药剂的浪费。
- 对设备耐用性与适应性要求高: 甘肃部分地区气候、水质条件具有特殊性,要求加药装置(特别是计量泵、搅拌器、管路及控制系统)具备良好的耐腐蚀性、耐候性及应对水质波动的能力。
三、山东明基环保的设备与服务协同
山东明基环保设备有限公司作为一家专业的环保设备供应商,其优势在于能够提供从核心生化处理单元(如厌氧反应器)到配套辅助系统(如各类加药装置)的一体化解决方案。
公司动态与服务导向:
技术整合: 明基环保不仅提供标准的厌氧反应器与加药装置产品,更注重根据甘肃省具体客户的废水特性、场地条件及排放标准,进行定制化的工艺设计与设备选型匹配。例如,为某食品加工厂设计“调节池+IC厌氧反应器+好氧工艺”组合时,会同步配套精准的pH调节与营养盐加药系统,确保厌氧段的稳定高效。
产品升级: 持续研发和改进加药装置的控制系统,集成更可靠的PLC和触摸屏人机界面,实现远程监控与数据记录,满足智能化管理需求。
* 市场响应: 针对甘肃省的市场特点,公司强化了在西北地区的技术服务与售后支持网络,确保能够快速响应客户在设备安装、调试、运维过程中的需求,特别是对加药装置计量泵的校准、管路维护等提供专业指导。
###
厌氧反应器是处理高浓度有机废水的利器,而与之配套的精准、可靠的加药装置则是整个处理系统平稳运行的保障。甘肃省作为重要的工业基地,其环保市场对这两类设备均存在持续且升级的需求。山东明基环保设备有限公司通过将核心处理技术与智能化配套装备相结合,并辅以本地化的技术服务,正不断为甘肃省乃至全国的工业废水治理贡献可靠的产品与解决方案,助力企业实现环保达标与降本增效的双重目标。随着技术的进一步融合,集成化、智能化的“厌氧反应器+精准加药”系统将成为市场发展的主流方向。
如若转载,请注明出处:http://www.zkdsylv.com/product/32.html
更新时间:2026-06-18 03:30:39