HT-47高效厌氧反应器全面介绍

在当今追求绿色、循环和可持续发展的时代,高效厌氧处理技术已成为工业废水处理和有机废弃物资源化利用的关键环节。其中,HT-47高效厌氧反应器作为一项先进、成熟的技术,以其卓越的处理效率、稳定的运行性能和可观的经济效益,在环保工程领域占据着重要地位。本文将从其工作原理、结构特点、应用优势以及适用范围等方面进行全面介绍。
一、工作原理:多相协同,高效降解
HT-47高效厌氧反应器的核心工作原理基于厌氧生物处理的复杂过程,主要包括水解、酸化、产乙酸和产甲烷四个阶段。其独特的设计强化了这些过程:
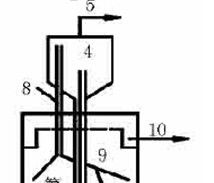
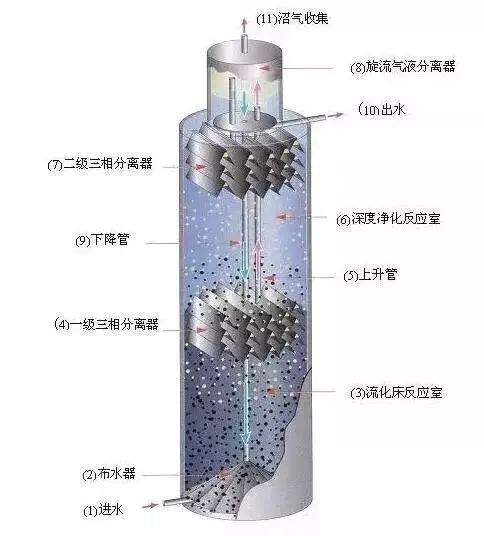
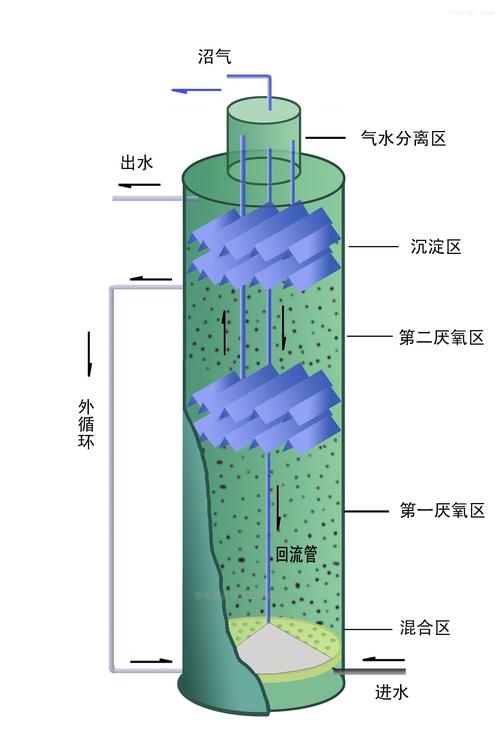
- 高效布水与混合系统:反应器底部采用特殊设计的布水器,确保高浓度有机废水与反应器内大量的厌氧微生物(主要是颗粒污泥)充分、均匀地接触,避免了短流和死区。
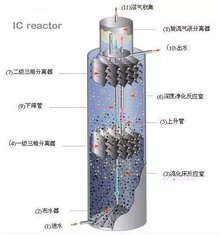
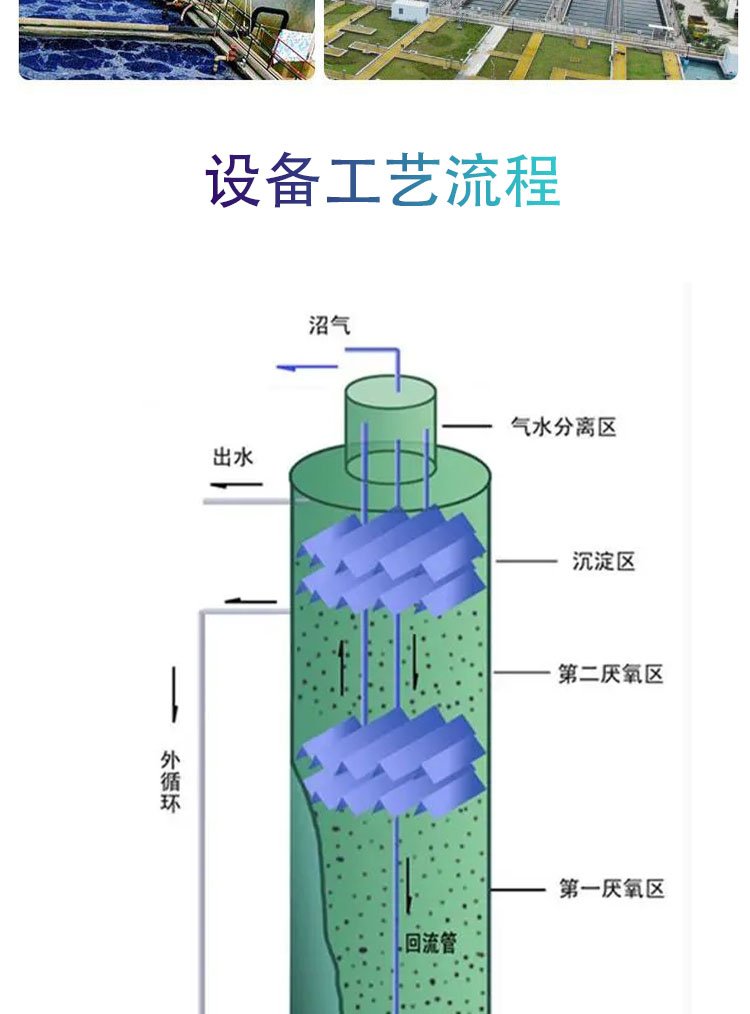
- 三相分离器(核心部件):设置在反应器顶部。它能高效地将处理后的废水(液相)、产生的沼气(气相)和厌氧颗粒污泥(固相)进行分离。分离出的沼气被收集利用,沉降性能良好的颗粒污泥则返回反应区,维持了极高的生物量浓度(可达15-40gVSS/L),这是其高效处理能力的根本保障。
- 污泥床与悬浮层:反应器内形成下部为高浓度颗粒污泥床、上部为污泥悬浮层的结构。废水自下而上流过,有机物被层层降解,最终转化为甲烷和二氧化碳。
二、结构特点:设计精妙,运行稳定
HT-47反应器通常为立式圆柱形钢结构或混凝土结构,其主要结构特点包括:
- 高径比大:反应器高度显著大于直径,有利于形成良好的上流速度和颗粒污泥床层,促进气、液、固三相分离。
- 模块化设计:核心的三相分离器模块化,便于安装、维护和升级。
- 保温系统:厌氧微生物对温度敏感,HT-47反应器通常配备外保温或内加热系统,将反应温度稳定控制在中温(35-38℃)或高温(50-55℃)范围,保证微生物的最佳活性。
- 自动化监控:集成pH、温度、液位、沼气流量与成分在线监测仪表,可实现自动化运行与安全预警。
三、应用优势:效率与效益双赢
相比传统厌氧工艺,HT-47高效厌氧反应器具有显著优势:
- 有机负荷高,处理效率卓越:其容积负荷可达10-30 kgCOD/(m³·d),是传统厌氧消化池的5-10倍,COD去除率通常可稳定在80%-95%。
- 产沼气率高,能源回收效益好:每去除1公斤COD可产生约0.35立方米的沼气(甲烷含量50%-70%),可作为清洁能源直接利用,实现“变废为宝”。
- 剩余污泥产量少:厌氧过程微生物增殖缓慢,污泥产率远低于好氧工艺,减少了后续污泥处理处置的成本和压力。
- 占地面积小:得益于高负荷和立式结构,其占地面积仅为传统工艺的1/3到1/5,特别适合用地紧张的项目。
- 运行稳定,抗冲击能力强:成熟的颗粒污泥生态系统对水质和负荷变化有较强的缓冲能力。
- 运行成本低:在产生能源(沼气)的无需曝气,能耗主要来自泵和保温,综合运行费用低廉。
四、适用范围
HT-47高效厌氧反应器广泛应用于处理中高浓度有机废水及废弃物,主要包括:
- 食品加工行业:淀粉、酒精、啤酒、饮料、制糖、乳制品、肉类加工等废水。
- 造纸行业:制浆废水、纸板厂废水。
- 化工及制药行业:有机酸、酒精、抗生素等生产废水。
- 农业废弃物:畜禽养殖废水、果蔬加工废水等。
- 城市垃圾渗滤液。
应用前提:废水需具备良好的可生物降解性,且不含对厌氧微生物有毒害或抑制作用的物质(如高浓度硫酸盐、重金属、抗生素等)。必要时需进行预处理。
五、与展望
HT-47高效厌氧反应器代表了现代厌氧生物技术的先进水平,它将污染治理与能源回收紧密结合,完美契合了循环经济的理念。随着技术的不断优化和颗粒污泥培养驯化经验的积累,其启动时间更短,运行稳定性更高。在与好氧工艺组合、处理更复杂废水以及智能化精细控制方面,HT-47及其衍生技术将继续发挥不可替代的核心作用,为工业节能减排和环境保护贡献关键力量。
如若转载,请注明出处:http://www.zkdsylv.com/product/2.html
更新时间:2026-06-18 22:43:22