恒泰环保工程 厌氧反应器在工业废水处理中的核心作用与技术创新
在现代工业生产中,废水处理是环境保护的重要环节。恒泰环保工程作为行业的先行者,专注于提供高效、可持续的废水处理解决方案。其中,厌氧反应器作为核心处理设备,在工业废水净化过程中扮演着不可或缺的角色。
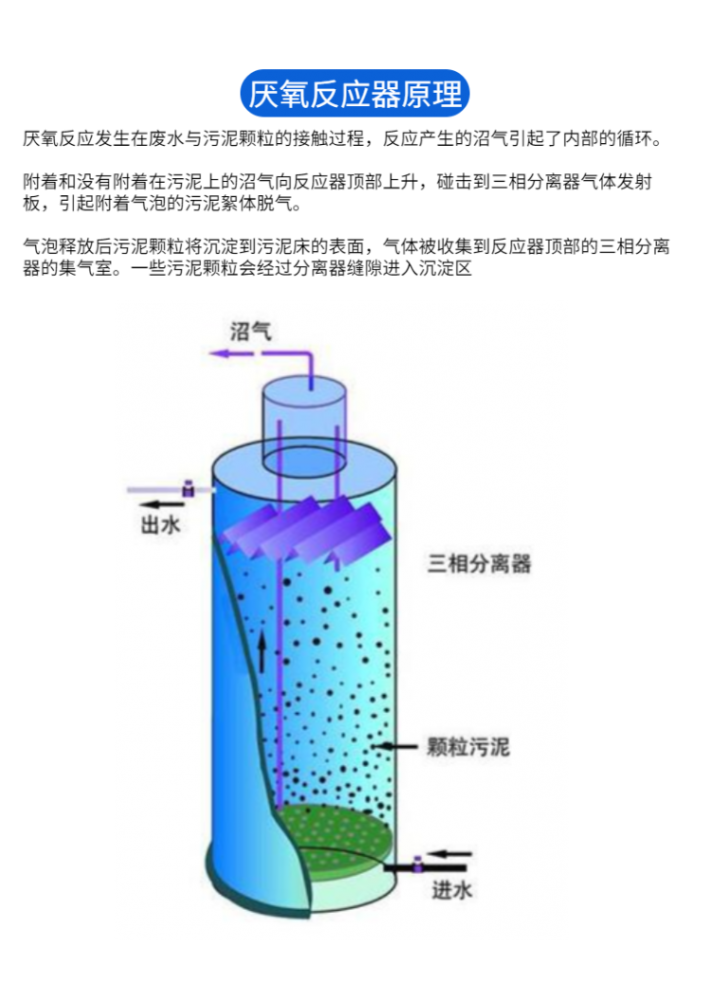
厌氧反应器是一种利用厌氧微生物在无氧条件下分解有机物的生物处理装置。与好氧处理相比,它具有能耗低、污泥产量少、可回收沼气能源等显著优势。恒泰环保工程将这一技术深度应用于各类高浓度有机废水处理中,如食品加工、酿造、造纸及化工行业废水。
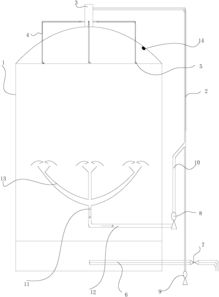
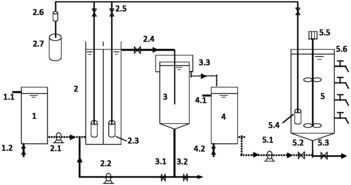
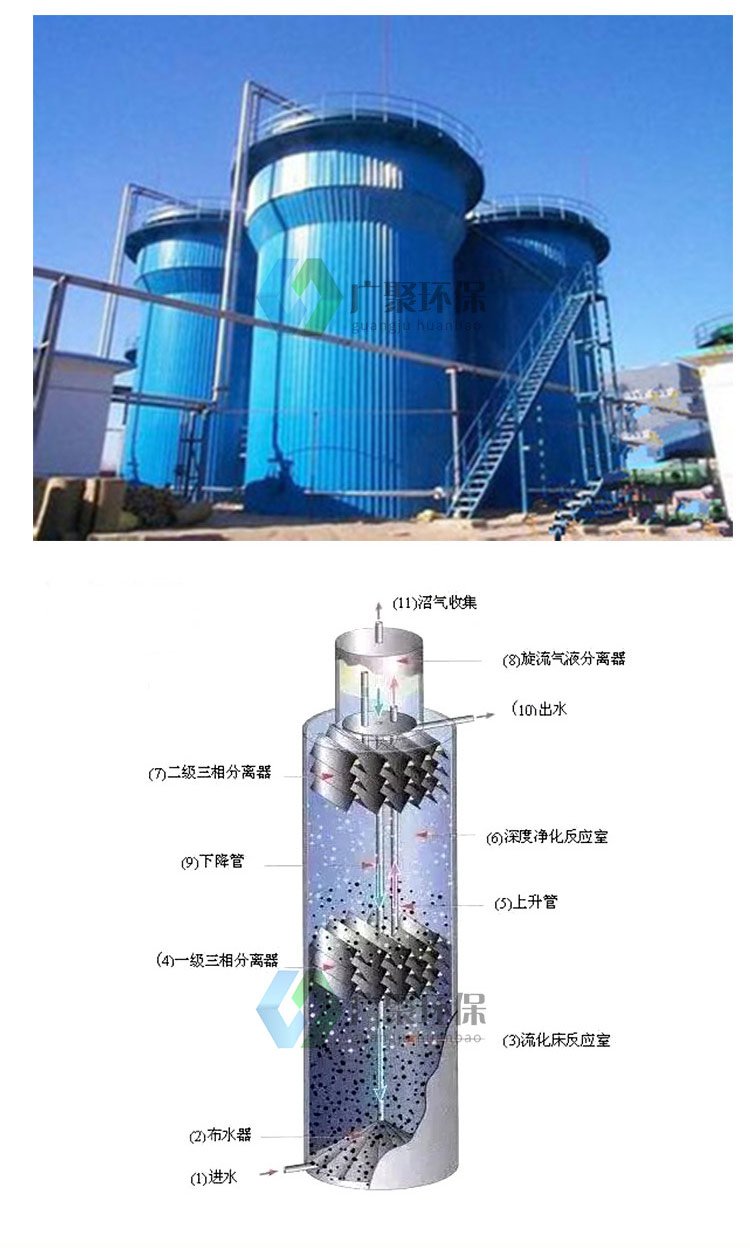
恒泰环保工程设计的厌氧反应器系统通常包括预处理单元、反应器主体、沼气收集与利用系统以及后续处理单元。预处理旨在调节废水的pH值、温度并去除悬浮物,为厌氧微生物创造适宜环境。反应器内部则通过高效填料或颗粒污泥床,最大化微生物与废水的接触面积,提升有机物降解效率。产生的沼气经过净化后可作为清洁能源回用于生产或发电,实现资源循环。
技术创新是恒泰环保工程保持竞争力的关键。公司研发的第三代厌氧反应器,通过优化内部流体力学结构和微生物种群调控,使COD去除率提升至85%以上,同时大幅缩短水力停留时间。智能监控系统的引入,实现了对反应器内温度、pH、沼气产量等参数的实时监测与自动调节,确保处理过程稳定高效。
在实际案例中,恒泰为某大型酿酒厂设计的厌氧处理系统,日均处理废水5000吨,年产生物沼气约150万立方米,相当于减排二氧化碳3000吨,在解决污染的同时创造了显著经济效益。
恒泰环保工程将继续深耕厌氧处理技术,结合人工智能与新材料科学,开发更高效、更紧凑的模块化设备,助力工业客户实现废水零排放与碳中和目标,为绿水青山贡献力量。
如若转载,请注明出处:http://www.zkdsylv.com/product/21.html
更新时间:2026-06-18 12:25:52