高效废水处理的利器 IC厌氧反应器技术原理与应用

IC厌氧反应器(Internal Circulation Anaerobic Reactor)作为第三代高效厌氧反应器的杰出代表,是现代工业废水处理领域的一项关键技术。它通过在单一反应器内集成高效的生物降解与三相分离过程,实现了对高浓度有机废水稳定、高效的处理。
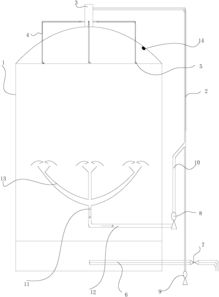
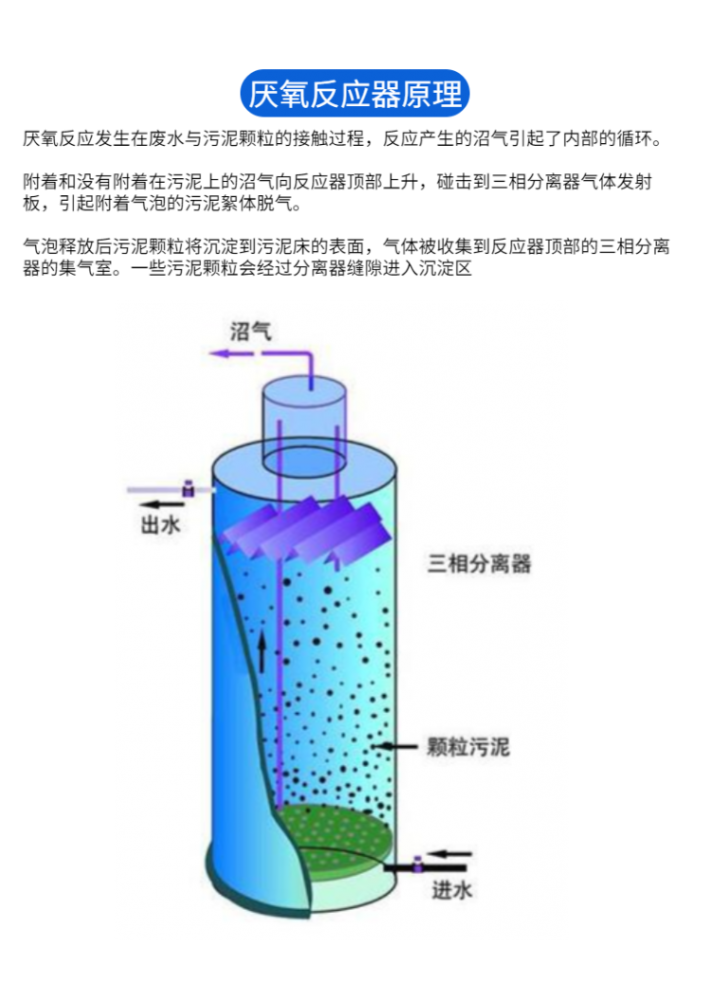
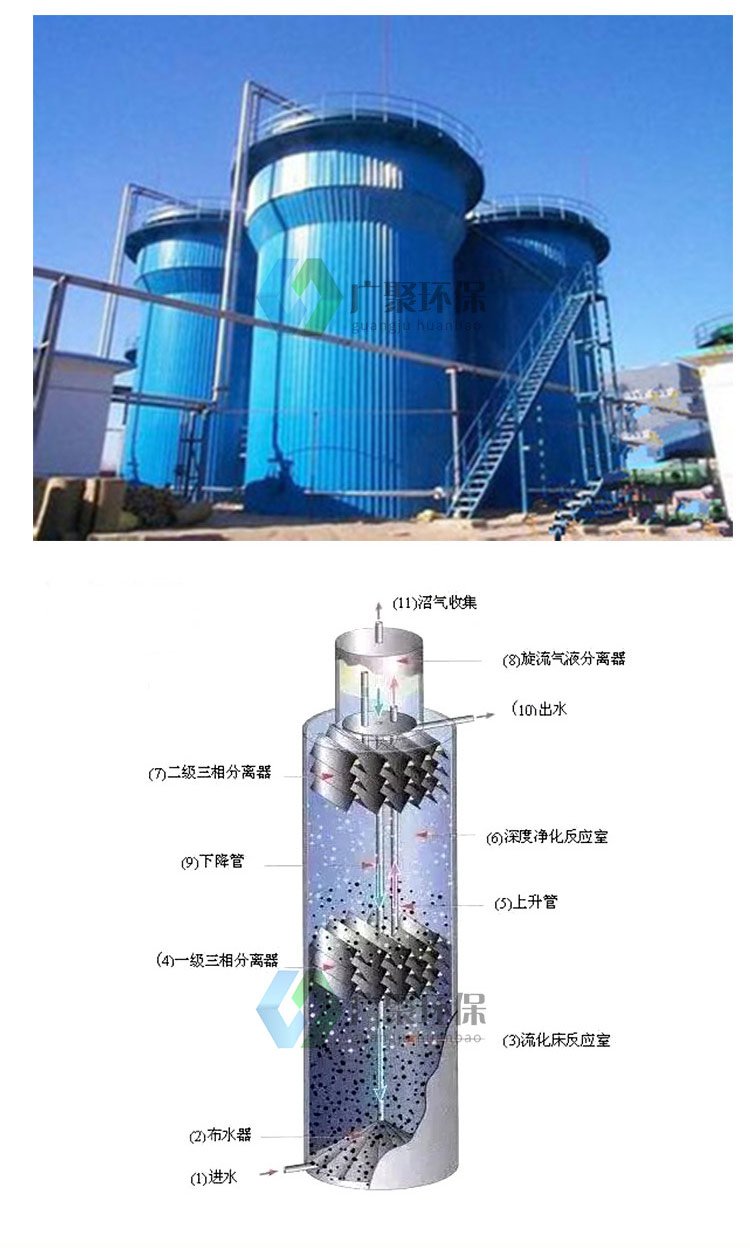
IC厌氧反应器的核心工作原理基于其独特的两级处理结构和强大的内部循环系统。反应器主体通常由底部的高负荷膨胀颗粒污泥床(EGSB)反应区和上部的精细处理区构成。废水自下而上进入反应器后,在底部反应区与高活性的厌氧颗粒污泥充分接触,大部分有机物在此被快速降解,并产生大量沼气。沼气上升过程中产生的强大提升力,驱动混合液通过中心上升管进入顶部的气液分离器。分离后的沼气被收集,而泥水混合物则通过下降管回流至反应器底部,形成了无需外部动力的强大内部循环。这种内循环极大地提高了反应器内的上升流速和传质效率,使污泥与废水混合更充分,处理能力显著提升。上部的精细处理区则对剩余的有机物进行深度降解,并完成高效的泥、水、气三相分离,确保出水水质清澈,污泥保留率高。
IC厌氧反应器相较于传统的UASB等厌氧工艺,具有一系列突出优势。其容积负荷极高,通常可达UASB反应器的2-3倍,这意味着处理同等水量的废水,所需反应器体积更小,占地面积更省,基建投资更具优势。其抗冲击负荷能力强,内循环系统能有效缓冲进水水质和水量的波动,保持系统运行稳定。它依靠沼气提升实现内循环,能耗极低,运行成本经济。反应器高度集成,构造紧凑,且出水水质稳定可靠。
在实际应用中,IC厌氧反应器特别适用于食品加工(如酿酒、淀粉、制糖)、造纸、化工、制药等行业产生的高浓度有机废水处理。它不仅能够高效去除化学需氧量(COD),同时将有机物转化为具有经济价值的沼气(主要成分为甲烷),实现了污染治理与能源回收的双重效益,是践行清洁生产和循环经济理念的典范工艺。
IC厌氧反应器以其高效率、低能耗、强稳定性和资源化回收的特点,已成为当前高浓度有机废水厌氧处理的首选技术之一,为推动工业废水处理的绿色、可持续发展提供了强有力的技术支撑。
如若转载,请注明出处:http://www.zkdsylv.com/product/9.html
更新时间:2026-06-18 23:37:08